Монтаж редукторного узла выполняется в следующей последовательности.
Сборка опорного узла редуктора
- Перед сборкой все детали тщательно протереть;
- На удлиненную ступицу первого колесного центра установить лабиринтную крышку редуктора (в свободном состоянии), обойму и роликоподшипник;
- Напрессовать зубчатое колесо;
- Установить вторую обойму и роликоподшипник;
- В подшипник до установки в обойму заложить смазку. Смазку также заложить в свободное пространство узлов. Масса заправляемой смазки – 1,4 кг;
- Смазать внутреннюю поверхность подшипниковой обоймы и установить подшипник в обойму. Продвижение подшипника вдоль оси по поверхности подшипниковой обоймы осуществлять лёгкими ударами медной выколотки;
- Установить подшипниковый щит в сборе с подшипником на внутреннее кольцо подшипника напрессованное на ось колёсной пары. Замерить радиальный зазор опорного подшипника редуктора. Радиальный зазор опорного подшипника редуктора: 0,15 – 0,45 мм;
- Установить упорное кольцо подшипника и лабиринтную крышку. После совмещения отверстий во всех деталях поставить и затянуть болты М16 с пружинными шайбами. Болты М16 затягивать моментом 85±5 Н•м (8,5±0,5 кгс•м);
- Установить лабиринтную крышку и после совмещения отверстий во всех деталях поставить и затянуть болты М16 с пружинными шайбами. Болты М16 затягивать моментом 85±5 Н•м (8,5±0,5 кгс•м).
- Головки болтов застопорить проволочной вязкой.
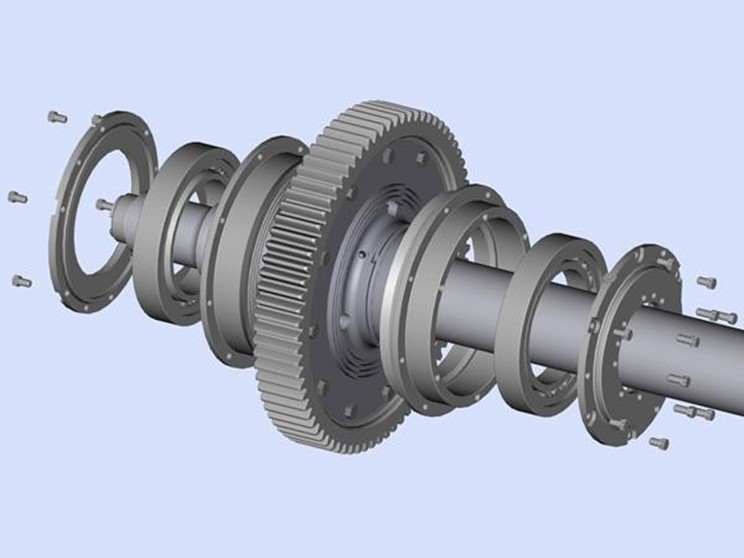
Рис. Монтаж редукторного узла
Сборка малой шестерни
- Притереть шестерню к конусу вала. Притертые поверхности должны приобрести матовый оттенок. Процент прилегания сопрягаемых поверхностей допускается не менее 90%;
- Протереть сопрягаемые поверхности растворителем (ацетон, уайтспирит);
- Нагреть шестерню индукционным нагревателем. Температура нагрева не выше 200°С и выдержать при этой температуре не менее 10 минут;
- Посадить шестерню на вал в горячем состоянии. Шестерня должна сесть глубже, чем при посадке в холодном состоянии на 1,25 – 1,75 мм. Свисание шестерни за торец конической поверхности вала допускается не более 0,5 мм.
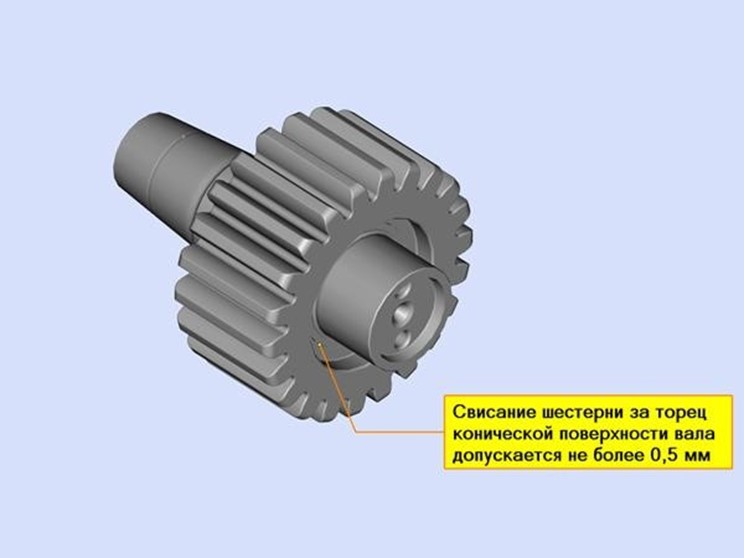
Рис. Сборка малой шестерни
Подобрать и установить на вал шестерни внутренние кольца подшипников и упорные кольца в следующем порядке. Подобрать для сборки новые или прошедшие ремонт подшипники. Примечание: Радиальный зазор роликоподшипников в свободном состоянии 0,09 – 0,220 мм.
Натяг посадки внутреннего кольца подшипника на вал – 0,02 – 0,046 мм. Разность радиальных зазоров парных подшипников вала шестерни не более 0,050 мм.
Зазор плавания сепараторов (диаметральный зазор между бортами наружного кольца подшипника и сепаратора) – 0,5 – 1,6 мм.
Натяг посадки упорного кольца на вал шестерни – 0,013 – 0,122 мм.
Нагреть внутренние кольца подшипников до температуры 100 – 120°С, а упорное кольцо до температуры 140 – 160°С. Проверить шейки вала и установить на них поочередно упорное кольцо и внутреннее кольцо подшипника. По мере остывания подбивать легкими ударами монтажной втулки. Радиальный зазор роликоподшипника в собранном редукторе – 0,05-0,2 мм.
Перед постановкой крышек в полости подшипников закладывают смазку.
Сборка верхнего корпуса редуктора
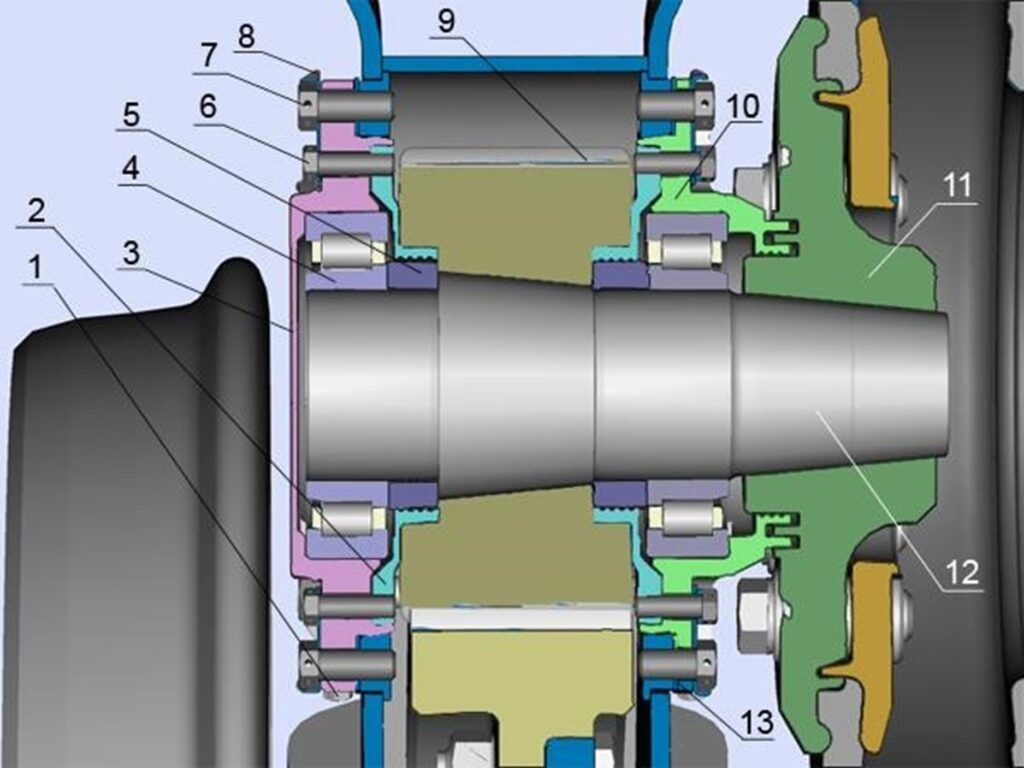
Рис. Детали верхнего корпуса редуктора: 1 – пробка, 2, 3 –крышка, 4 – роликовый подшипник, 5 – дистанционное кольцо, 6 – болт, 7 – болт, 8 – шайба, 9 – шестерня, 10 – крышка, 11 – фланец упругой муфты, 12 – вал, 13 – регулировочная прокладка.
- Произвести подбор подшипников шестерни;
- Прочистить отверстия под маслёнки;
- Покрыть посадочные поверхности вала и крышек слоем минерального масла;
- Установить шестерню коротким концом вверх;
- Нагреть кольцо (5) до температуры 120-160°С и посадить с упором в бурт вала, подбивая по мере остывания ударами монтажной втулки до получения чистого металлического звука;
- Нагреть кольцо подшипника соответствующее номеру шестерни и стороне вала до температуры 100-120°С и посадить внутреннее кольцо на вал до упора в торец кольца, маркировкой в наружную сторону, подбивая по мере остывания ударами монтажной втулки до получения чистого металлического звука;
- Проверить после остывания прилегание торцовых поверхностей кольца (5) и внутреннего кольца подшипника;
- Установить шестерню длинным концом вала вверх. Повторить пункты 1 – 4 для длинного конца вала;
- Запрессовать в крышки (3) и (10) наружные блоки соответствующие номеру шестерни и стороне вала подшипников до упора в бурт крышки маркировкой в наружную сторону;
- Установить крышку (2), закрепив её восемью болтами (6) с шайбами;
- Заложить в наружные блоки подшипников смазку на 2/3 объёма, продавливая её между роликами и сепараторами;
- Установить узел с крышкой (10) на внутреннее кольцо подшипника на длинный конец вала;
- Фланец упругой муфты под вал шестерни осмотреть;
- Фланец упругой муфты под вал шестерни подвергнуть дефектоскопии;
- Подобрать фланец шестерни к конусу вала по натягу;
- Притереть посадочную поверхность фланца к конусу вала смесью осевого масла и притирочного порошка карбида бора 12П-16П (карбид кремния 12П-16П);
- Промыть авиационным или автобензином поверхности сопряжений фланца и вала и определить прилегание фланца к валу;
- Замерить торцовое биение фланца на большом диаметре;
- Замерить величину свисания и записать в журнал;
- Нагреть фланец до температуры 140-150°С и выдержать 10 минут при этой температуре;
- Посадить фланец на конусную поверхность вала;
- Установить собранный узел: вал с крышками (10) и (2), кольцом (5) и наружной обоймой подшипника в корпус редуктора, сориентировав отверстие под маслёнку и закрепить 4-мя технологическими болтами М16×30, оставляя зазор 2-3 мм между головками болтов и крышкой. Установить со стороны короткого конца вала собранный узел: крышки (3) и (2), с наружной обоймой подшипника в отверстие корпуса редуктора диаметром 260 мм и внутреннее кольцо подшипника, совмещая отверстия и сориентировав отверстие под маслёнку. Закрепить 8-ю болтами (7);
- Затянуть технологические болты (7) и замерить зазор между крышкой (10) и корпусом редуктора;
- Подобрать прокладки (13) так, чтобы их толщина превышала замеренный зазор, но не более чем на 0,5 мм;
- Вывернуть технологические болты, установить подобранный комплект прокладок или промазать тонким слоем герметика или белил, закрепить узел 8-ю болтами М16×30;
- Проверить осевой разбег узла;
- Законтрить болты, загибая углы шайбы и заглушить отверстия под маслёнки, завернув в них два болта (1) М10×20 с шайбами.
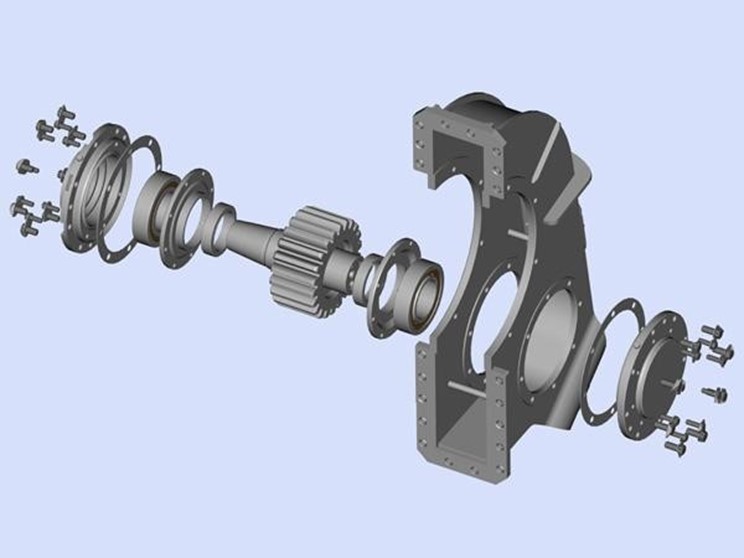
Рис. Порядок сборки верхнего корпуса редуктора
Внутренние полости корпусов перед сборкой обезжириваются, покрываются электроизоляционной эмалью и проверяются на герметичность.
Примечание: При сборке редуктора необходимо помнить что его верхний и нижний корпуса обрабатываются совместно и должны использоваться только комплектно. Установка корпусов из разных комплектов запрещается.
При установке верхнего корпуса редуктора на колёсную пару шестерня вводится в зацепление с напрессованным на ось зубчатым колесом, а корпус опирается через обоймы на подшипники. После сборки верхнего и нижнего корпусов в единый, крышки и обоймы крепятся к корпусу редуктора болтами.
Ось вала шестерни редуктора должна быть опущена в вертикальной поверхности относительно оси вала тягового двигателя на 3±1,5 мм под массой тары вагона.